3D Yazıcıda Destek Ayarları Nasıl Yapılır? Test Modeli (STL) ile Doğru Support Ayarı
- 3D Yazıcıda Destek (Support) Nedir?
- Destek Ayarları Neden Test Edilmelidir?
- Destek Ayarları Yapabileceğiniz Test Modeli (STL) Nedir?
- En Yaygın Kullanılan Destek Test Modeli Türleri
- Overhang (Sarkma) Test Modeli
- Support Yoğunluğu Test Modeli
- Tree Support ve Klasik Support Karşılaştırma Modeli
- Köprü (Bridge) ve Support Birlikte Test Modeli
- Destek Testi Nasıl Yapılmalı?
- Küçük ve Hızlı STL Modeller Seçin
- Ayarları Tek Tek Değiştirin
- Support Söküldükten Sonra İnceleyin
- Filament Türüne Göre Destek Ayarları
- PLA Filament
- PETG Filament
- TPU Filament
- Hangi Slicer Ayarları Test Edilmelidir?
- Destek Test STL Kullanmanın Avantajları
- Kimler Destek Testi Yapmalı?
- Genel Değerlendirme
3D baskı sürecinde en fazla zaman ve filament kaybına neden olan konuların başında destek (support) ayarları gelir. Yanlış yapılandırılmış destekler; yüzey bozulmaları, kırılan detaylar, zor sökülen support’lar ve başarısız baskılarla sonuçlanabilir. Bu nedenle, gerçek projelere geçmeden önce 3D yazıcıda destek ayarlarını test edebileceğiniz STL modelleri kullanmak, baskı kalitesini ciddi oranda artırır.
Bu yazıda; 3D yazıcı destek ayarları nasıl test edilir, destek test modeli STL ne işe yarar, hangi support ayarları denenmelidir ve filamente göre destek ayarları nasıl değişir gibi konuları detaylı ve uygulamaya dönük şekilde ele alıyoruz.
3D Yazıcıda Destek (Support) Nedir?
Destekler, 3D printer ile baskı alınırken havada kalan veya altı boş kalan bölgelerin düzgün basılmasını sağlayan geçici yapılardır. Özellikle sarkmalı (overhang) ve köprü (bridge) içeren modellerde support kullanımı kaçınılmazdır.
Ancak her model ve her filament için aynı destek ayarları doğru sonucu vermez. Bu noktada 3D yazıcı destek test STL dosyaları, doğru ayarları bulmak için en güvenli yöntemdir.
Destek Ayarları Neden Test Edilmelidir?
Destek ayarları;
- Yazıcı modeline
- Nozzle çapına
- Katman yüksekliğine
- Baskı hızına
- Kullanılan filament türüne
göre değişiklik gösterir. Ayarları test etmeden doğrudan büyük bir modele geçmek, ciddi filament ve zaman kaybına yol açabilir.
3D printer destek test modelleri sayesinde bu risk minimuma indirilir.
Destek Ayarları Yapabileceğiniz Test Modeli (STL) Nedir?
Destek test STL’leri, kısa sürede basılabilen ve farklı destek senaryolarını aynı model üzerinde görmenizi sağlayan özel tasarımlardır. Bu modeller ile:
- Support gerekli mi, gereksiz mi anlaşılır
- Support yoğunluğu doğru mu test edilir
- Support sonrası yüzey kalitesi değerlendirilir
- Support sökme kolaylığı ölçülür
Bu testler, 3D yazıcı destek sürecinin en önemli aşamalarından biridir.
En Yaygın Kullanılan Destek Test Modeli Türleri
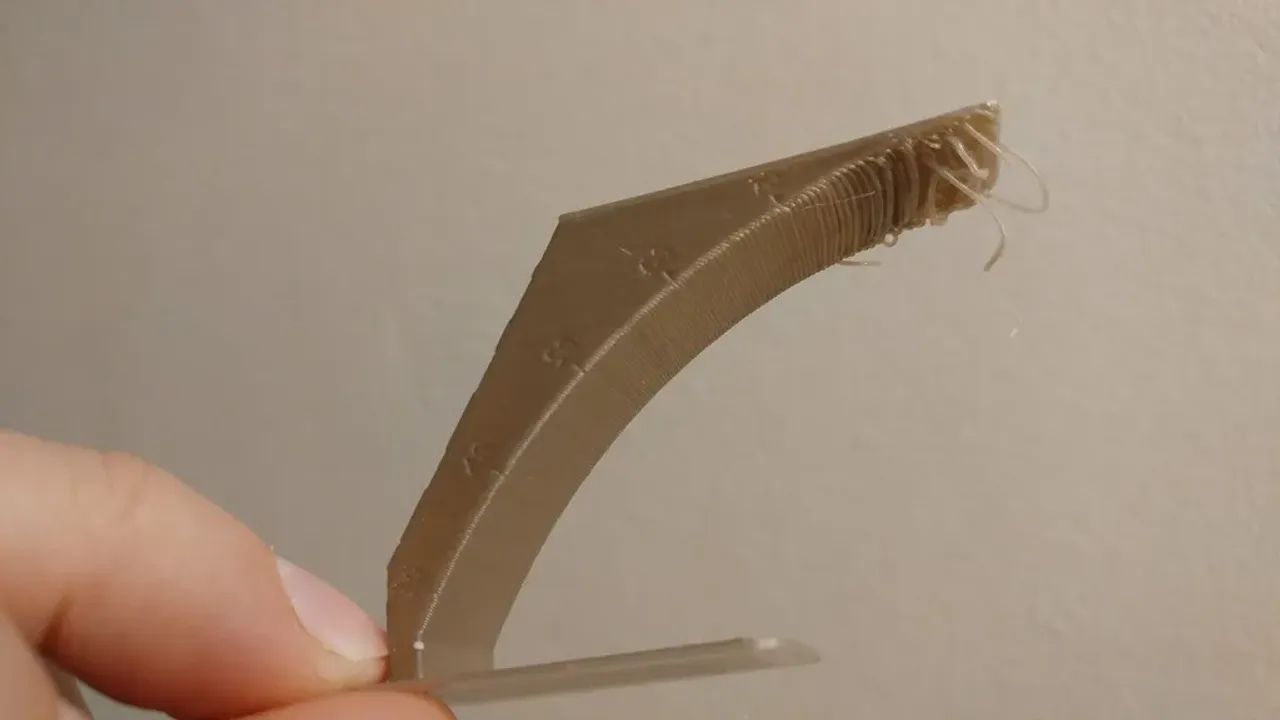
Overhang (Sarkma) Test Modeli
Bu modeller, farklı açılarda sarkma yüzeyleri içerir (30°, 45°, 60°, 70° gibi).
Ne sağlar?
- Hangi açıda support gerektiğini gösterir
- Gereksiz support kullanımını azaltır
- Yüzey kalitesini net şekilde karşılaştırmanızı sağlar
Çoğu 3D yazıcı, PLA filament ile yaklaşık 45°’ye kadar supportsuz baskı alabilir.
Support Yoğunluğu Test Modeli
Aynı model üzerinde farklı support yoğunlukları yer alır.
Test edilen ayarlar:
- Support density (%10 – %30 – %50)
- Support interface açık / kapalı
- Support üst-alt mesafesi
Bu test sayesinde en temiz yüzeyi veren ve en kolay sökülen support ayarı net şekilde belirlenir.
Tree Support ve Klasik Support Karşılaştırma Modeli
Modern slicer yazılımlarda yer alan tree support yapıları için özel olarak tasarlanmış test modelleridir.
Bu modeller ile:
- Tree support ile klasik support farkı
- Yüzey izi karşılaştırması
- Support sökme kolaylığı
doğrudan gözlemlenebilir.
Köprü (Bridge) ve Support Birlikte Test Modeli
Bu modeller, köprü ve support gerektiren alanları bir arada barındırır.
Amaç:
- Köprü ayarlarının yeterli olup olmadığını görmek
- Support ile köprü geçişlerini test etmek
Fonksiyonel parça basan kullanıcılar için oldukça faydalıdır.
Destek Testi Nasıl Yapılmalı?
Küçük ve Hızlı STL Modeller Seçin
- 30–60 dakika içinde basılabilen test modelleri idealdir
- Büyük test modelleri gereksiz filament tüketir
Ayarları Tek Tek Değiştirin
Aynı anda çok fazla ayar değiştirmek doğru sonuç vermez.
Önerilen test sırası:
- Support angle
- Support density
- Support interface
- Z support distance
Her baskı sonrası sonucu dikkatle inceleyin.
Support Söküldükten Sonra İnceleyin
Test sadece baskı tamamlandığında değil, support çıkarıldıktan sonra yapılmalıdır.
Kontrol edilmesi gerekenler:
- Yüzey hasarı var mı?
- Detaylar zarar görmüş mü?
- Support kolay mı ayrıldı?
Filament Türüne Göre Destek Ayarları
PLA Filament
- Daha az support yeterlidir
- Support daha kolay sökülür
- Overhang toleransı yüksektir
PETG Filament
- Support yüzeye yapışma eğilimindedir
- Support gap artırılmalıdır
- Tree support daha iyi sonuç verir
TPU Filament
- Support kullanımı zordur
- Düşük yoğunluk tercih edilmelidir
- Mümkünse supportsuz çözümler düşünülmelidir
Bu nedenle her filament için aynı destek ayarı kullanılmamalıdır.
Hangi Slicer Ayarları Test Edilmelidir?
Destek test STL’leri ile şu ayarlar mutlaka denenmelidir:
- Support placement
- Support density
- Support interface
- Z support distance
- Tree support seçenekleri
Bu ayarlar, 3D printer destek sürecinde baskı kalitesini doğrudan etkiler.
Destek Test STL Kullanmanın Avantajları
- Filament israfını azaltır
- Baskı başarısızlıklarını minimuma indirir
- Yazıcı ve slicer ayarlarını daha iyi anlamanızı sağlar
- Daha temiz ve profesyonel sonuçlar elde edilir
Yeni bir 3D yazıcı, yeni bir slicer veya yeni bir filament kullanmaya başladığınızda bu testler mutlaka yapılmalıdır.
Kimler Destek Testi Yapmalı?
- 3D yazıcıya yeni başlayanlar
- Yeni filament markası deneyenler
- Seri baskı alan kullanıcılar
- Yüzey kalitesi kritik olan projeler yapanlar
- 3D yazıcı destek ayarlarını optimize etmek isteyen herkes
Genel Değerlendirme
3D yazıcıda destek ayarları yapabileceğiniz test modeli (STL) kullanmak, kaliteli ve sorunsuz baskılar almanın en etkili yollarından biridir. Küçük bir test baskısı sayesinde, saatler sürecek hatalı baskıların önüne geçilebilir.
Doğru destek ayarları:
- Daha temiz yüzeyler
- Daha kolay sökülen support’lar
- Daha az filament tüketimi
anlamına gelir. Bu nedenle destek test STL dosyaları, her 3D printer destek sürecinin vazgeçilmez bir parçasıdır.