ABS Filament Nedir ve Neden Çatlama Yapar?
- ABS Filament Nedir ve Neden Çatlama Yapar?
- Ortam Sıcaklığının ABS Baskıya Etkisi
- Kapalı Kasa Kullanmanın Önemi
- Oda Sıcaklığı Kaç Derece Olmalı?
- Tabla (Bed) Ayarları ve Yapışma Problemleri
- Tabla Sıcaklığı Kaç Olmalı?
- Tabla Yüzeyi Seçimi
- Nozzle ve Baskı Sıcaklığı Ayarları
- Nozzle Sıcaklığı Kaç Olmalı?
- İlk Katman Sıcaklığı
- Soğutma Fanı Ayarları Neden Kritik?
- ABS Baskıda Fan Kullanılmalı mı?
- Baskı Hızı ve Katman Yüksekliğinin Etkisi
- Baskı Hızı
- Katman Yüksekliği
- Slicer Ayarları ile Çatlama Nasıl Azaltılır?
- Brim ve Raft Kullanımı
- Duvar Kalınlığı
- Doluluk (Infill) Ayarları
- Filament Kalitesi ve Nem Faktörü
- Nemli ABS Nasıl Anlaşılır?
- Filament Kurutma
- Model Tasarımının Çatlamaya Etkisi
- Keskin Köşeler ve Büyük Düz Yüzeyler
- Baskı Sonrası Soğutma Süreci
- Doğru Soğutma Yöntemi
- ABS Yerine Alternatif Filamentler Düşünülmeli mi?
- Genel Değerlendirme
ABS Filament Nedir ve Neden Çatlama Yapar?
ABS (Akrilonitril Bütadien Stiren), dayanıklılığı, ısıya karşı direnci ve mekanik gücü sayesinde 3D baskıda sık tercih edilen filamentlerden biridir. Ancak ABS’nin bu avantajları, baskı sürecinde bazı zorlukları da beraberinde getirir. Bunların başında çatlama (warping ve layer separation) sorunları gelir.
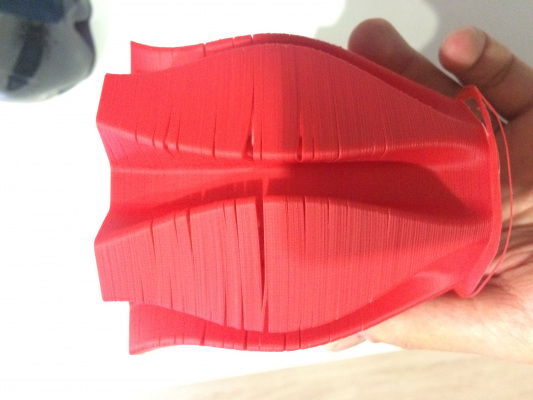
ABS filament, baskı sırasında soğudukça büzülme eğilimindedir. Bu büzülme, baskının farklı bölgelerinde eşit gerçekleşmezse katmanlar arasında gerilim oluşur. Sonuç olarak parçanın köşelerinde kalkma, üst katmanlarda çatlama veya katman ayrılması görülür. Özellikle ortam sıcaklığının kontrol edilmediği durumlarda bu sorunlar çok daha belirgin hâle gelir.
ABS ile baskı alırken çatlamayı önlemek için yalnızca tek bir ayarı değiştirmek yeterli değildir. Ortam koşulları, yazıcı donanımı, slicer ayarları ve filamentin durumu birlikte değerlendirilmelidir.
Ortam Sıcaklığının ABS Baskıya Etkisi
ABS baskıda çatlama sorunlarının en büyük sebebi ani sıcaklık değişimleridir. Baskı alınan ortam soğuksa veya hava akımı varsa, baskı yüzeyi hızla soğur ve büzülme farkları oluşur.
Kapalı Kasa Kullanmanın Önemi
ABS için en ideal çözüm kapalı kasa bir 3D yazıcı kullanmaktır. Kapalı kasa sayesinde:
- Ortam sıcaklığı daha stabil kalır
- Katmanlar arası sıcaklık farkı azalır
- Baskı boyunca homojen soğuma sağlanır
Kapalı kasa olmayan yazıcılarda ABS baskı almak mümkündür ancak ortam çok iyi izole edilmelidir.
Oda Sıcaklığı Kaç Derece Olmalı?
ABS baskı için ideal ortam sıcaklığı genellikle 30–40°C aralığındadır. Oda çok soğuksa, özellikle büyük ve köşeli parçalarda çatlama riski ciddi şekilde artar.
Tabla (Bed) Ayarları ve Yapışma Problemleri
ABS ile baskı alırken çatlama çoğu zaman baskının tabladan ayrılmasıyla başlar. Tabla yapışması ne kadar güçlü olursa, çatlama ihtimali o kadar azalır.
Tabla Sıcaklığı Kaç Olmalı?
ABS için önerilen tabla sıcaklığı:
- İlk katman: 100–110°C
- Baskı boyunca: 90–100°C
Düşük tabla sıcaklığı, baskının köşelerden kalkmasına ve zamanla çatlamasına neden olur.
Tabla Yüzeyi Seçimi
ABS için en iyi sonuç veren tabla yüzeyleri:
- Cam + ABS slurry
- PEI yüzey
- BuildTak benzeri özel kaplamalar
Cam tabla kullanılıyorsa, ABS slurry (ABS + aseton karışımı) oldukça etkili bir çözümdür.
Nozzle ve Baskı Sıcaklığı Ayarları
ABS filament, PLA’ya kıyasla daha yüksek sıcaklık ister. Düşük nozzle sıcaklığı, katmanlar arasında zayıf bağ oluşmasına neden olur ve bu da çatlamayı tetikler.
Nozzle Sıcaklığı Kaç Olmalı?
Genel olarak:
- 240–260°C aralığı idealdir
- Büyük parçalarda üst sınır tercih edilebilir
Nozzle sıcaklığı çok düşükse katmanlar birbirine iyi kaynamaz. Çok yüksekse yüzey kalitesi bozulabilir ancak çatlama genellikle azalır.
İlk Katman Sıcaklığı
İlk katmanda nozzle sıcaklığını 5–10°C daha yüksek tutmak, tabla yapışmasını artırır ve baskının temelini güçlendirir.
Soğutma Fanı Ayarları Neden Kritik?
ABS baskıda en sık yapılan hatalardan biri, soğutma fanının açık bırakılmasıdır. PLA’da alışkanlık hâline gelen fan kullanımı, ABS için ciddi sorunlara yol açar.
ABS Baskıda Fan Kullanılmalı mı?
- Genellikle fan kapalı olmalıdır
- Çok küçük detaylarda %5–10 gibi düşük oranlar denenebilir
Fan, baskının üst katmanlarını hızla soğutarak alt katmanlarla sıcaklık farkı oluşturur. Bu da katman ayrılmasına ve çatlamaya neden olur.
Baskı Hızı ve Katman Yüksekliğinin Etkisi
ABS ile baskı alırken çok yüksek hızlar tercih edilmemelidir. Yüksek hız, filamentin yeterince ısınmadan yerleşmesine neden olur.
Baskı Hızı
- Önerilen hız: 40–60 mm/s
- Büyük ve kalın parçalarda daha düşük hızlar tercih edilmelidir
Katman Yüksekliği
- 0.2 mm genellikle güvenlidir
- Daha ince katmanlar daha iyi katman yapışması sağlar
Katmanlar ne kadar iyi kaynaşırsa çatlama riski o kadar düşer.
Slicer Ayarları ile Çatlama Nasıl Azaltılır?
Slicer ayarları ABS baskıda büyük fark yaratır. Küçük ayar değişiklikleri bile çatlama sorununu tamamen ortadan kaldırabilir.
Brim ve Raft Kullanımı
- Brim, baskının etrafında ekstra yüzey oluşturarak tabla tutunmasını artırır
- Büyük parçalarda 10–15 mm brim oldukça etkilidir
Duvar Kalınlığı
- En az 3–4 perimeter önerilir
- İnce duvarlı parçalar daha kolay çatlar
Doluluk (Infill) Ayarları
- Çok düşük infill, iç gerilimi artırabilir
- %20–30 aralığı çoğu parça için dengelidir
Filament Kalitesi ve Nem Faktörü
ABS filament de nem tutabilen bir malzemedir. Nemli ABS, baskı sırasında dengesiz akışa ve zayıf katman bağlarına neden olur.
Nemli ABS Nasıl Anlaşılır?
- Baskı sırasında çıtırtı sesi
- Yüzeyde pütürlü yapı
- Katmanlarda zayıf tutunma
Filament Kurutma
- 60–70°C’de
- 4–6 saat kurutma önerilir
Kurutulmuş ABS, daha stabil akar ve katmanlar daha iyi kaynaşır.
Model Tasarımının Çatlamaya Etkisi
Bazen sorun ayarlardan değil, modelin geometrisinden kaynaklanır.
Keskin Köşeler ve Büyük Düz Yüzeyler
- Keskin köşeler stres noktaları oluşturur
- Büyük düz yüzeyler büzülmeye daha yatkındır
Mümkünse:
- Köşelere radius eklemek
- Modeli parçalara bölerek basmak
- çatlama riskini azaltır.
Baskı Sonrası Soğutma Süreci
ABS baskı tamamlandıktan sonra yazıcıyı hemen açmak veya parçayı hızla soğutmak da çatlamaya neden olabilir.
Doğru Soğutma Yöntemi
- Baskı bittikten sonra yazıcıyı kapalı tut
- Tabla sıcaklığını yavaşça düşür
- Parçayı ortamla ani temas ettirme
Bu yöntem, baskı içindeki gerilimin yavaşça dağılmasını sağlar.
ABS Yerine Alternatif Filamentler Düşünülmeli mi?
Tüm önlemlere rağmen ABS ile sürekli çatlama yaşıyorsan, alternatif filamentler değerlendirilebilir:
- ASA (ABS’ye benzer ama daha stabil)
- PETG (daha kolay basılır)
- ABS+ veya modified ABS türleri
Bu filamentler, ABS’ye yakın özellikler sunarken daha az sorun çıkarabilir.
Genel Değerlendirme
ABS ile baskı alırken çatlama sorunları çoğu zaman tek bir nedene bağlı değildir. Ortam sıcaklığı, tabla ayarları, nozzle sıcaklığı, fan kullanımı, slicer ayarları ve filament durumu birlikte değerlendirilmelidir. Bu faktörler doğru şekilde bir araya getirildiğinde ABS ile oldukça sağlam, dayanıklı ve kaliteli baskılar almak mümkündür.
Sabırlı ayar süreci, doğru ortam koşulları ve kaliteli filament kullanımı ile ABS’nin sunduğu avantajlardan tam anlamıyla faydalanılabilir. Doğru yapılandırılmış bir ABS baskı süreci, uzun vadede PLA’ya kıyasla çok daha dayanıklı ve profesyonel sonuçlar sunar.