Aynı Marka Filamentin Farklı Partileri Neden Farklı Sonuç Verir? Teknik Gerçekler
- Ayarlar Aynı, Yazıcı Aynı… Peki Neden Baskı Farklı?
- Filament Partisi (Batch / Lot) Nedir?
- Ham Madde Kaynaklı Farklılıklar
- Üretim Sırasında Katkı Maddesi Oranları
- Çap Toleransı ve Yuvarlaklık Sorunu
- Nem Oranı: En Sessiz Ama En Etkili Faktör
- Neden Önemli?
- Renk Pigmentinin Baskıya Etkisi
- Üretim Hızı ve Soğutma Farkları
- Neden Her Yeni Makarada Ayar Kontrolü Yapılmalı?
- Topluluk Deneyimleri Neden Çok Değerli?
- Bu Durum Filament Kalitesiz mi Demek?
- Kullanıcıların En Sık Yaptığı Hata
- Sonuç: Sorun Yazıcıda Değil, Beklentide Olabilir
- Bu Yazı Kimler İçin?
Ayarlar Aynı, Yazıcı Aynı… Peki Neden Baskı Farklı?
Birçok 3D yazıcı kullanıcısının yaşadığı ama ilk başta anlam veremediği bir durum vardır:
Aynı yazıcı, aynı 3d printer ayarları, aynı slicer profili… ama sonuç farklıdır. Üstelik kullanılan filament markası da aynıdır.
Bu noktada genellikle şu sorular sorulur:
- “Yazıcı mı bozuldu?”
- “Ayarları mı kaçırdım?”
- “Slicer güncellemesi mi etkiledi?”
Oysa çoğu zaman sorun filamentin kendisinde, daha doğrusu aynı marka filamentin farklı üretim partilerinde gizlidir.
Bu yazıda, aynı marka filamentin neden farklı baskı sonuçları verebildiğini, teknik sebepleri, üretim süreçleri ve gerçek kullanıcı deneyimleriyle detaylı şekilde ele alacağız.
Filament Partisi (Batch / Lot) Nedir?
Öncelikle “parti farkı” ne demek, bunu netleştirelim.
Bir 3d printer filament üreticisi, filamenti:
- Belirli zaman aralıklarında
- Büyük üretim serileri (batch / lot) hâlinde
- Farklı ham madde partileriyle
üretir.
Her üretim serisi:
- Aynı ürün adıyla satılsa bile
- Mikroskobik düzeyde farklılıklar içerebilir
Bu farklılıklar, 3D baskı gibi hassas toleranslara sahip bir süreçte doğrudan sonuçlara yansır.
Ham Madde Kaynaklı Farklılıklar
Filament üretiminin temelinde plastik granül (pellet) bulunur. Aynı marka bile olsa:
- Granül tedarikçisi değişebilir
- Granül partisi değişebilir
- Granülün nem oranı farklı olabilir
Bu da şu sonuçlara yol açar:
- Akışkanlık farkı
- Erime sıcaklığında küçük değişimler
- Katman yapışmasının değişmesi
Sonuç olarak:
Aynı marka filament, farklı partilerde farklı nozzle sıcaklığı isteyebilir.
Bu durum özellikle PLA ve PETG filamentlerde çok yaygındır.
Üretim Sırasında Katkı Maddesi Oranları
Filament sadece saf plastikten oluşmaz. Üretim sırasında:
- Renklendiriciler
- UV stabilizatörler
- Akış düzenleyiciler
- Dayanım artırıcı katkılar
kullanılır.
Bu katkıların oranı:
- Her partide %100 birebir aynı olmayabilir
- Toleranslar içinde küçük oynamalar olabilir
Bu küçük farklar bile:
- Stringing artışı
- Yüzey parlaklığında değişim
- Katman çizgilerinin belirginleşmesi
gibi sonuçlar doğurabilir.
Bu konu, kullanıcılar arasında sıkça 3d yazıcı destek platformlarında tartışılmaktadır.
Gerçek deneyimlere göz atmak için:
https://www.3dprinterdestek.com/forum
Çap Toleransı ve Yuvarlaklık Sorunu
Kaliteli filamentler genellikle “±0.02 mm” gibi toleranslarla satılır. Ancak:
- Her parti bu toleransı eşit tutamayabilir
- Çap dağılımı makaraya eşit yayılmayabilir
Bu da şunlara yol açar:
- Anlık under-extrusion
- Anlık over-extrusion
- Dalgalı yüzey yapısı
Kullanıcı genelde bunu “ayar bozuldu” sanır. Oysa sorun filamentin fiziksel tutarlılığıdır.
Nem Oranı: En Sessiz Ama En Etkili Faktör
Aynı marka filamentin farklı partilerde farklı sonuç vermesinin en yaygın sebeplerinden biri nem oranıdır.
Neden Önemli?
- Filament üretimden çıktıktan sonra ortam nemine maruz kalır
- Depolama koşulları partiden partiye değişebilir
- Nakliye süreci bile nem farkı yaratabilir
Nemli filament:
- Baskı sırasında çıtırtı yapar
- Yüzeyde pütürlenme oluşturur
- Katman bağını zayıflatır
Bu yüzden kullanıcılar:
“Aynı filament ama bu sefer kötü basıyor”
demektedir.
Filament saklama ve kurutma deneyimleri için:
https://www.3dprinterdestek.com
Renk Pigmentinin Baskıya Etkisi
Aynı filamentin farklı renkleri bile farklı baskı davranışı gösterebilir. Bunun sebebi:
- Pigment türü
- Pigment yoğunluğu
- Pigmentin ısı iletkenliği
Örneğin:
- Siyah PLA genellikle daha yüksek sıcaklık ister
- Beyaz filament daha mat ve sert olabilir
- Şeffaf filamentler farklı akış gösterir
Aynı markanın:
- Siyah PLA’sı mükemmel basarken
- Beyaz PLA’sı sorun çıkarabilir
Bu durum normaldir, ayar hatası değildir.
Üretim Hızı ve Soğutma Farkları
Filament üretiminde:
- Ekstrüzyon hızı
- Soğutma süresi
- Sarım gerginliği
partiden partiye küçük farklar gösterebilir.
Bu farklar:
- Filamentin iç gerilimini
- Baskı sırasında davranışını
- etkiler.
Sonuç olarak aynı marka filament:
- Bir partide çok stabil
- Diğer partide daha “nazlı”
olabilir.
Neden Her Yeni Makarada Ayar Kontrolü Yapılmalı?
Bu noktada çok önemli bir sonuç ortaya çıkar:
Her yeni filament makarası, küçük de olsa ayar kontrolü gerektirir.
Bu kontrol yapılmazsa:
- Aynı ayarla kötü baskı alınır
- Sorun yazıcıya veya slicer’a atılır
- Asıl sebep gözden kaçar
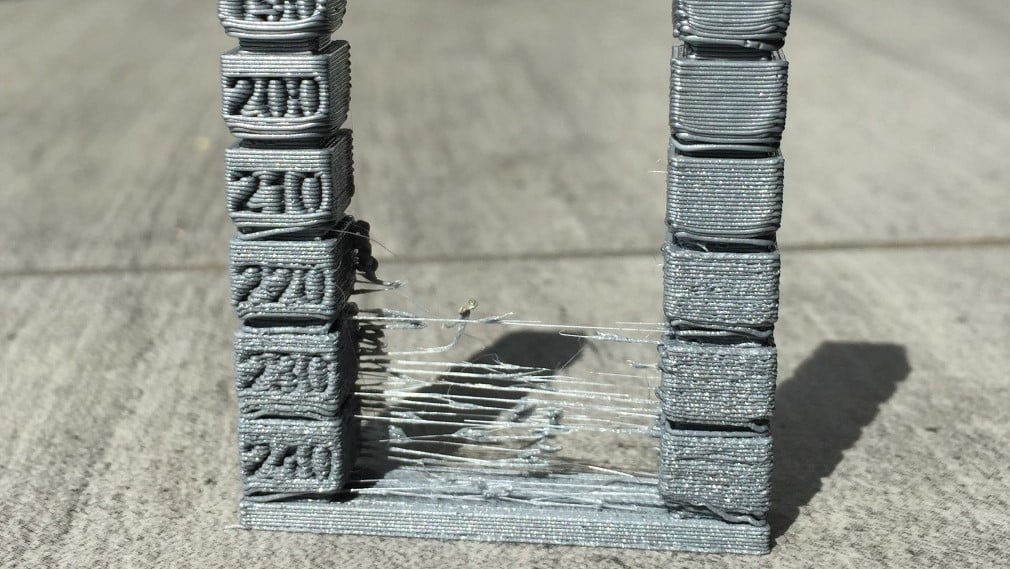
Önerilen minimum kontroller:
- Temperature tower
- Küçük test parçası
- İlk katman gözlemi
Bu alışkanlık, uzun vadede:
- Daha az filament israfı
- Daha tutarlı sonuçlar
- sağlar.
Topluluk Deneyimleri Neden Çok Değerli?
Bir üretici, parti farkını her zaman açıklamaz. Ancak kullanıcılar:
- Aynı parti numarasıyla yaşadıkları sorunları
- Aynı renk ve seriyle aldıkları sonuçları
topluluklarda paylaşır.
Bu sayede:
- “Bu parti biraz yüksek sıcaklık istiyor”
- “Şu seri nemli geldi”
- gibi bilgiler ortaya çıkar.
Bu tür gerçek kullanıcı paylaşımları için:
https://www.3dprinterdestek.com
Bu Durum Filament Kalitesiz mi Demek?
Hayır. Parti farkı:
- Kalitesizlik anlamına gelmez
- Üretimin doğasında vardır
Önemli olan:
- Üreticinin tolerans aralığı
- Kullanıcının farkındalığı
- Ayarlarını buna göre adapte etmesi
Profesyonel üretimde bu durum normal kabul edilir.
Kullanıcıların En Sık Yaptığı Hata
En yaygın hata şudur:
“Bu markayı biliyorum, ayar yapmama gerek yok.”
Oysa doğru yaklaşım:
- Her makarayı yeni filament gibi ele almak
- Küçük testler yapmak
- Ayarları mikro düzeyde güncellemek
Bu alışkanlık, baskı kalitesini ciddi şekilde artırır.
Sonuç: Sorun Yazıcıda Değil, Beklentide Olabilir
Özetle:
- Aynı marka filament, farklı partilerde farklı davranabilir
- Bunun sebebi üretim, nem, katkı ve tolerans farklarıdır
- Bu durum ayar bilgisiyle kolayca yönetilebilir
3D yazıcı dünyasında istikrarlı sonuç almak:
- Tek bir ayara değil
- Sürekli gözlem ve adaptasyona
dayanır.
Gerçek deneyimler, teknik analizler ve kullanıcı paylaşımlarıyla gelişmek için:
https://www.3dprinterdestek.com
Bu Yazı Kimler İçin?
- “Aynı ayarla ama farklı sonuç” yaşayanlar
- Filament değiştirdiğinde sorun yaşayanlar
- Üretimde tutarlılık arayanlar
- Ayar bilgisini geliştirmek isteyenler